La elección de la tecnología de marcado del cobre — láser, micro-percusión o rayado — se basa en tres criterios medibles: precisión del marcado (resolución), profundidad alcanzada y durabilidad mecánica y química del marcado.
Como material altamente conductor térmica y eléctricamente, el cobre presenta una fuerte reflectividad a la radiación láser y una rápida difusión del calor. Estas propiedades influyen directamente en el marcado láser, que requiere ajustes precisos de los parámetros (potencia, duración del pulso, frecuencia) para limitar el ensanchamiento de la línea y preservar la legibilidad sin alterar excesivamente la superficie.
Las aleaciones de cobre (latón, bronce, cuproníquel, CuBe) presentan mayor dureza y menor ductilidad en comparación con el cobre puro. Estas características hacen que el marcado mecánico por micro-percusión sea particularmente adecuado para lograr un marcado grabado duradero, siempre que la pieza tenga suficiente grosor y rigidez.
Gracias a sus propiedades versátiles y su excepcional reciclabilidad, el cobre es un material clave para los sectores de energía, electrónica, marítimo y médico.
SIC MARKING ofrece soluciones de marcado de cobre adecuadas para la identificación permanente de piezas, combinando marcado láser, micro-percusión y rayado, teniendo en cuenta las propiedades térmicas, mecánicas y químicas específicas del cobre y sus aleaciones.

Ya sea utilizado como cobre puro o en aleaciones como latón o bronce, este material, debido a su ductilidad, reflectividad al láser y alta conductividad térmica, requiere una selección cuidadosa de la tecnología de marcado.
El cobre ofrece un conjunto de propiedades — conductividad térmica y eléctrica, ductilidad, superficie homogénea y tendencia a oxidarse — que lo convierten en una excelente opción para el marcado permanente en entornos industriales. Sin embargo, su tendencia a oxidarse puede afectar la legibilidad del marcado, especialmente en condiciones de humedad.
Se recomienda el grabado láser sobre cobre para marcados finos y códigos 2D, ajustando cuidadosamente los parámetros del láser para compensar la alta reflectividad del cobre y garantizar un marcado preciso sin dañar la superficie.
El marcado por micro-percusión se prefiere para aplicaciones sujetas a altas tensiones mecánicas y es más adecuado para aleaciones de cobre para asegurar la durabilidad del marcado.
Se recomienda el rayado sobre cobre y aleaciones de cobre para componentes estructurales de cobre y marcados estéticos, donde se requieren marcas profundas y legibles en piezas gruesas.
La elección de la tecnología de marcado permanente de cobre depende del nivel de precisión deseado, el contraste esperado, la robustez requerida y la gestión térmica necesaria para preservar piezas finas y evitar la alteración de la superficie, particularmente durante el marcado láser.
Conductividad Térmica del Cobre
Geometría y grosor de la pieza de cobre
Conductividad eléctrica
Resistencia a la corrosión
Tendencia a la oxidación
El cobre admite una amplia variedad de marcados permanentes—grabado láser, marcado por micro-percusión y marcado por rayado—y la elección de la tecnología de marcado depende del nivel de detalle deseado, la profundidad del grabado o la durabilidad requerida.
Los tipos de marcado posibles en cobre y aleaciones de cobre van desde el micro-marcado (10–50 µm) hasta el marcado profundo (50–200 µm), siendo cada técnica de marcado adecuada para requisitos específicos:
La elección de la tecnología de marcado del cobre resulta de un compromiso entre la finura gráfica deseada, la profundidad mecánica requerida, la estabilidad del contraste a largo plazo y la gestión térmica dictada por el material.
Cada proceso—láser, micro-percusión o rayado—cumple con distintos requisitos industriales según el entorno de uso y las restricciones funcionales de la pieza.
Sectores como microelectrónica, médico, automotriz, aeronáutico, energía, ferroviario y lujo determinan la elección del código (DMC, QR, códigos de barras, números de serie, marcas de referencia, pictogramas) de acuerdo con los requisitos de legibilidad, trazabilidad y durabilidad.

Al implementar un Datamatrix ECC200 en cobre o aleaciones de cobre, los fabricantes buscan un tamaño de módulo compatible con el lector.
El marcado láser permite marcas finas y microcódigos de alta densidad, adecuados para aplicaciones que requieren alta resolución y contraste óptimo.
El marcado por micro-percusión produce puntos profundos (de 0,1 a 0,3 mm), ofreciendo excelente resistencia mecánica y resistencia química, siendo particularmente adecuado para entornos industriales exigentes.
En contraste, el rayado generalmente se evita para los códigos DataMatrix debido a su falta de finura y limitada capacidad para generar códigos legibles de alta densidad, especialmente en superficies pequeñas y detalladas necesarias para los microcódigos.

En muchos entornos industriales, se elige el Código QR por su capacidad de almacenar URLs y metadatos, así como por su rapidez de lectura, especialmente en líneas de producción.
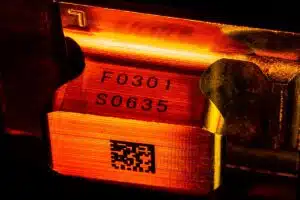
En producción, el grabado láser en cobre proporciona un marcado limpio y preciso, ideal para aplicaciones que requieren códigos de alta densidad y alta resolución, especialmente para Códigos QR y códigos DataMatrix.

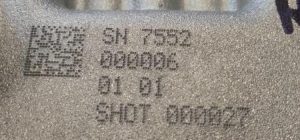
Para la identificación de números de serie, se prefiere el grabado láser de fibra en cobre o aleaciones de cobre por su precisión y velocidad: permite alturas de caracteres típicas de 0,5 a 2,0 mm con resoluciones suficientes para OCR y lectura por cámara.
Dependiendo de la aleación de cobre y del estado de la superficie, el marcado láser de números de serie se basa en una interacción térmica localizada, ya sea por ablación controlada o por oxidación superficial. Este método de marcado proporciona contraste legible sin deformación mecánica de la pieza, siempre que los parámetros del láser estén correctamente ajustados.
Se recomienda el marcado por micro-percusión cuando la durabilidad mecánica es crítica: alcanza profundidades controladas de 50 a 150 µm, capaces de resistir vibraciones y limpiezas agresivas.
El marcado por rayado se utiliza preferentemente en piezas de cobre macizo cuando se buscan profundidades de 100 a 200 µm y legibilidad inmediata, especialmente en contextos donde la oxidación o los tratamientos superficiales pueden reducir la visibilidad de marcas poco profundas.

El marcado láser sigue siendo la solución preferida en producción para obtener un código de barras 1D limpio y continuamente legible, especialmente para simbologías comunes como Code 128 o Code 39, gracias a su velocidad, precisión y adaptabilidad a materiales como el cobre y sus aleaciones.

Gracias a la tecnología de láser de fibra, es posible lograr textos extremadamente finos sobre cobre: micro-marcados de 10 a 50 µm para UDIs médicos o indicadores de pads, y caracteres legibles por cámara desde aproximadamente 0,2 mm de altura.
El marcado láser produce contraste mediante oxidación o ablación controlada, mientras que el marcado por micro-percusión puede alcanzar profundidades de 50 a 150 µm para una durabilidad mecánica superior, ideal para aplicaciones que requieren alta resistencia al desgaste y al esfuerzo.
Para indicadores funcionales, las alturas típicas son de 1,5 a 4 mm con micro-percusión, y el grabado de 50 a 200 µm de profundidad mediante rayado en piezas de cobre macizas expuestas a abrasión.
En producción, se prefiere el marcado láser para líneas finas y ejecución rápida, mientras que las industrias recurren a la micro-percusión o al rayado cuando la resistencia en entornos exigentes y la durabilidad mecánica del marcado se convierten en prioridades.
El marcado láser de fibra de alta resolución permite logos extremadamente finos, con micro-marcados de 10 a 50 µm y anchos de línea generalmente entre 20 y 50 µm.
Este tipo de marcado en cobre proporciona un acabado estético especialmente adecuado para los sectores de lujo y electrónica de precisión, y es la solución preferida siempre que un pictograma requiera regularidad y contraste sin alterar la geometría de la pieza de cobre.
En entornos exigentes, la micro-percusión (dot-peen) ofrece un acabado técnico altamente legible: puntos de 0,2 a 0,5 mm, paso de 0,25 a 0,5 mm y profundidades de 50 a 150 µm, asegurando una durabilidad mecánica y legibilidad óptimas incluso con oxidación.
El marcado por rayado se utiliza para aplicaciones decorativas robustas o marcados técnicos donde se requiere una profundidad superior a 50 µm (hasta 200 µm), aunque su acabado más rugoso lo hace menos adecuado para líneas finas.
El marcado permanente de cobre cumple con los requisitos regulatorios y de calidad al garantizar la identificación única (número de serie, Datamatrix, Código QR), el cumplimiento de las normas automotriz, aeronáutica, médicas y energéticas, así como el seguimiento de la producción y el archivado digital.
Garantiza una lectura automática fiable, en línea o fuera de línea, y protege la trazabilidad de las piezas críticas de cobre durante la fabricación.
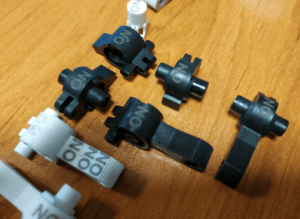
El conjunto de características del material orienta la elección de las aleaciones – latón, bronce, cuproníquel, CuBe – y explica los usos predominantes del cobre y de las aleaciones de cobre en los sectores eléctrico y electrónica, automotriz, aeronáutico, energético, el sector marítimo, válvulas y accesorios (partes de bronce donde los números de serie se marcan con pictogramas que indican la dirección del flujo), así como en el sector médico.






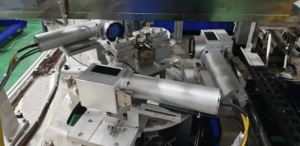
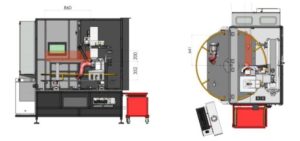
Explora nuestro equipo emblemático de marcado láser, micro‑percusión o grabado, incluyendo Máquinas Portátiles, Módulos Integrables para Líneas de Producción o Estaciones de Marcado Autónomas.
Contáctanos
¿Necesitas más información?
¡Ponte en contacto con uno de nuestros expertos!