Material imprescindible en la industria, el acero se distingue por un equilibrio único entre dureza, ductilidad, conductividad térmica y resistencia a la corrosión — propiedades que varían según su composición.
Aleación hierro-carbono enriquecida con elementos de adición, ofrece una gran capacidad de adaptación gracias a los tratamientos térmicos (temple, revenido, recocido) y a la adición de elementos de aleación que optimizan su rendimiento según las necesidades.
Dependiendo de la dureza del acero, su acabado, el entorno de producción o el tipo de marcado esperado (Datamatrix, número de serie, marcado profundo…), SIC MARKING propone varias familias de máquinas de grabado para acero:

La selección de la tecnología de grabado en una pieza industrial de acero se basa en varios criterios: dureza, acabado, composición, espesor, sensibilidad térmica y nivel de contraste esperado.
Su superficie homogénea, su excelente absorción del haz láser, su muy buena resistencia a los impactos para la micro-percusión y su durabilidad para el marcado por rayado hacen del acero un soporte ideal para los marcados más exigentes.
El acero garantiza así una legibilidad óptima de los códigos Datamatrix o QR, una alta durabilidad en entornos severos y compatibilidad con todos los acabados.
Dureza del acero
Acabado de superficie
Composición del acero
Grosor de la pieza
Sensibilidad térmica
Contraste esperado
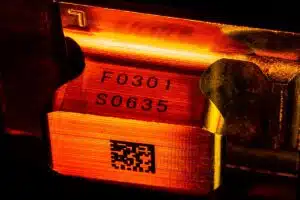
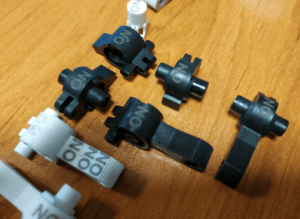
El acero es adecuado para todo tipo de marcajes permanentes: alfanuméricos, códigos 2D (Datamatrix), QR, códigos de barras, logotipos o marcajes profundos.
La elección de la tecnología de marcaje en acero depende de la aplicación y de los tratamientos posteriores al marcaje (pintura, galvanización, mecanizado).
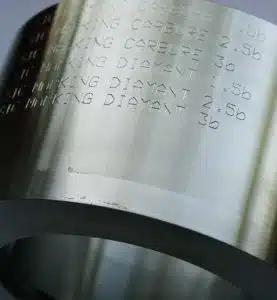
La grabación láser en acero ofrece alta resolución, el marcaje por micropercusión garantiza una excelente resistencia del marcaje, y el marcaje por rayado permite obtener una profundidad marcada y duradera.
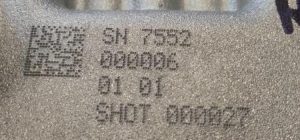
Los marcados alfanuméricos son la base de la trazabilidad industrial: números de serie, números de lote, identificadores de pieza, referencias internas o indicaciones variables como fecha, hora o un contador. Los números de serie suelen tener entre 6 y 12 caracteres, y las referencias internas entre 4 y 10.
Generalmente se utilizan caracteres de 2 a 5 mm para una lectura humana cómoda, y tamaños más pequeños (0,3 a 1 mm) para los sistemas de lectura automática.
En la práctica, es común usar el marcado láser para la creación de Datamatrix; el láser sigue siendo la referencia para el marcado del acero después de pintura y para cumplir con los requisitos DPM en ciertas piezas.
Para elegir la tecnología de marcado sobre acero, se considera el estado de la superficie (brillante, cepillado, pintado), el espesor de la pieza y la integración con sistemas de visión y ERP.
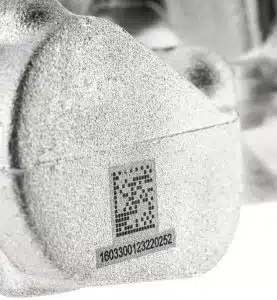
Los Datamatrix ECC200, muy utilizados en la automoción, la aeronáutica y la farmacéutica, permiten codificar mucha información en un espacio muy reducido (2 a 10 mm).
Bien configurados, permanecen legibles incluso después de pintar o galvanizar, con módulos generalmente ≥0,25 mm para garantizar una lectura fiable.
Sobre el acero, su rendimiento es excelente: miles de piezas pueden ser marcadas con tasas de lectura superiores al 99 %. En producción, estos códigos se integran directamente con los sistemas de control y las herramientas de seguimiento como el MES, facilitando la logística y el mantenimiento.
Menos utilizados que los Datamatrix, los códigos QR siguen siendo apreciados cuando se desea una lectura con smartphone o tablet. Su gran capacidad (hasta más de 4.000 caracteres) permite codificar directamente URL e información detallada.
Los códigos de barras 1D siguen siendo ampliamente utilizados para la identificación lineal de las piezas de acero, especialmente en logística y para piezas de repuesto.
Los formatos más comunes son Code 128, Code 39 y EAN, capaces de codificar entre diez y veinte caracteres. Un grabado láser sobre acero con un grosor de trazo de 0,15 a 0,25 mm generalmente asegura una lectura fiable.
Son ideales para líneas de ensamblaje equipadas con lectores fijos de corta distancia. El láser permite un marcado rápido (hasta 1 a 2 códigos por segundo), mientras que la micro-percusión, más lenta, ofrece mejor resistencia en entornos abrasivos.

Para aplicaciones donde la durabilidad es esencial, el marcado profundo es la solución de referencia: permanece legible después de mecanizado, pintura, arenado o galvanizado.
En la automoción, el marcado profundo se utiliza especialmente para el VIN en chasis, donde la continuidad y la profundidad del trazo son esenciales para la conformidad y la prevención del fraude.
En construcción metálica y en offshore, las vigas y bridas se marcan en profundidad para permanecer legibles tras arenado y pintura, resistiendo además ciclos térmicos y corrosión.
El sector ferroviario y el de maquinaria también lo emplean para piezas forjadas y componentes de seguridad, con profundidades mínimas exigidas por los pliegos de condiciones. Estos marcados robustos garantizan trazabilidad duradera y evitan reemplazos costosos.
En la práctica, la elección de la tecnología de marcado permanente del acero depende de las restricciones: el rayado se prefiere para piezas forjadas destinadas a arenado, mientras que la micro-percusión es adecuada para piezas pintadas.
La elección también depende del uso: los pictogramas que deben permanecer visibles después de la pintura suelen realizarse mediante micro-percusión, mientras que los símbolos de conformidad requieren precisión y contraste mediante un marcado láser.
El acero, gracias a su robustez, dureza y estabilidad dimensional, es ideal para el marcado permanente mediante grabado láser, micro-percusión o rayado. Estas tecnologías de marcado de acero garantizan una legibilidad duradera incluso en entornos severos, cumpliendo con los requisitos de conformidad de los sectores automotriz, aeronáutico, ferroviario, energía, médico o defensa.
Según la necesidad, el marcado puede ser muy profundo, de alto contraste o extremadamente fino para adaptarse a las exigencias industriales.




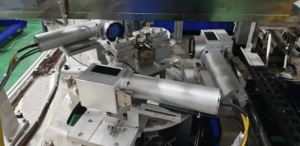
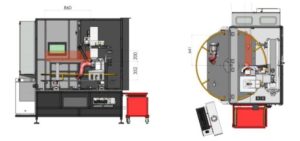
Descubra nuestros equipos destacados de marcado láser, micropercusión o rayado, entre nuestras Máquinas portátiles, Módulos integrables en líneas de producción o Estaciones de marcado autónomas.
Contáctenos
¿Necesita información?
¡Póngase en contacto con uno de nuestros expertos!